






Ergyd ffrwydro a derusting broses o ffrâm gofod dur
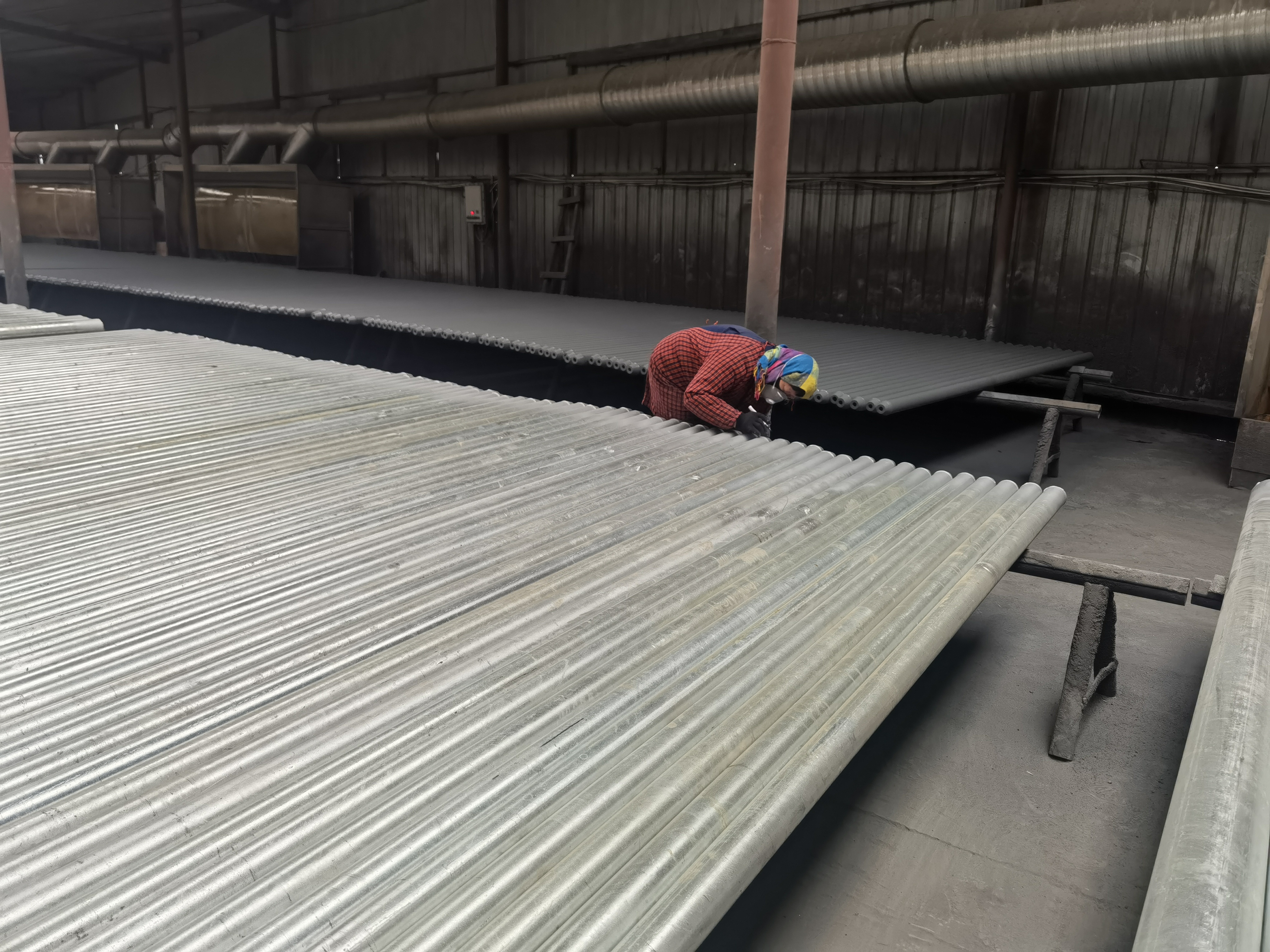
Saethu ffrwydro:
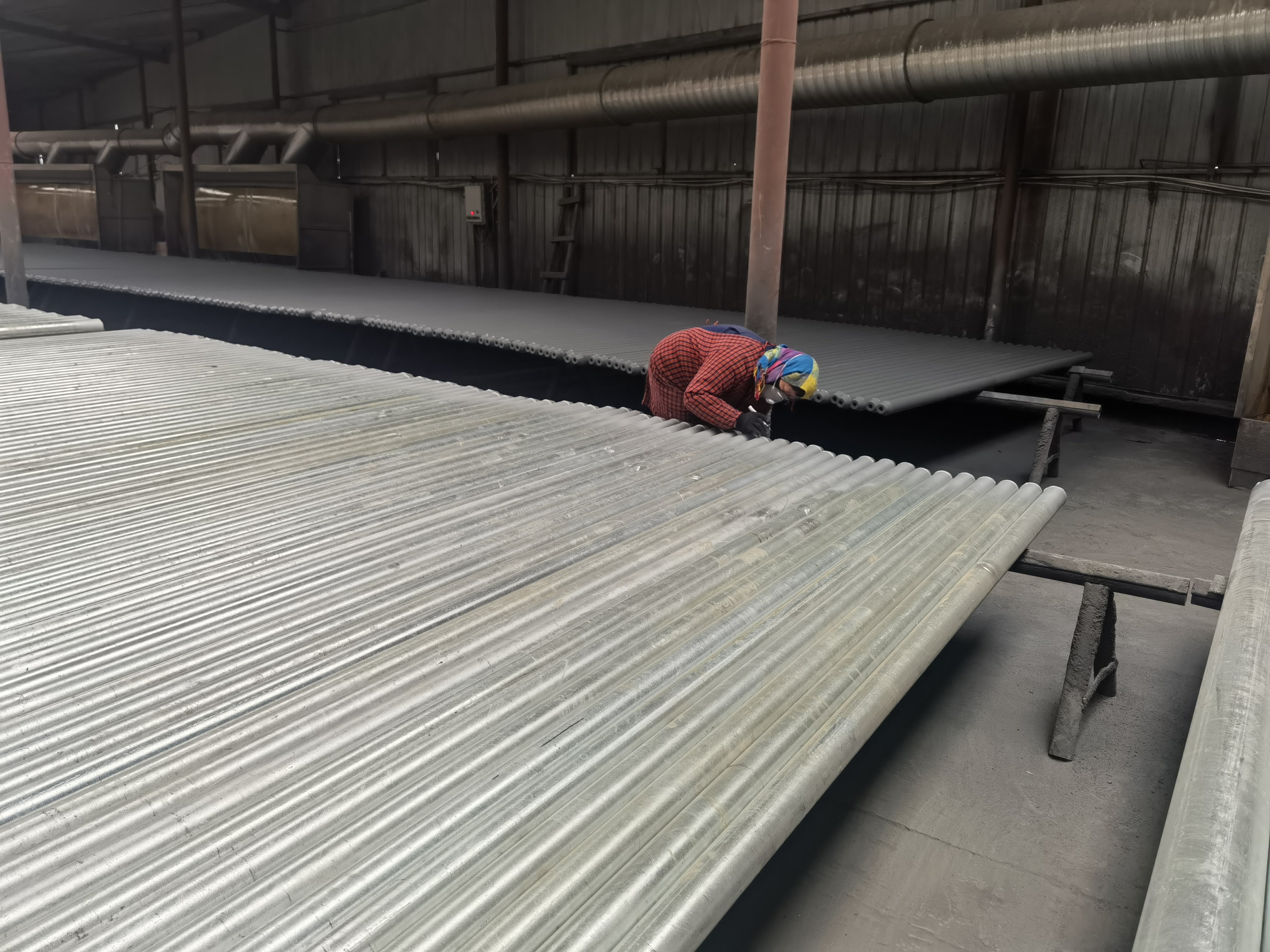
Ffrwydro ergyd yw defnyddio grym allgyrchol y impeller ar y peiriant ffrwydro ergyd pan fydd yn cylchdroi ar gyflymder uchel, ac mae'r broses ffrwydro ergyd yn uchel iawn.
Mae cyflymder llinellol y dur yn cael ei saethu i wyneb y dur i'w drin, gan arwain at effaith chwythu a malu, ac mae'r raddfa ocsid ar wyneb y dur yn cael ei ddileu.
a rhwd, a chynnyrcha garwder neillduol.Mae ffrwydro ergyd yn hynod effeithlon a gellir ei berfformio mewn amgylchedd wedi'i selio.
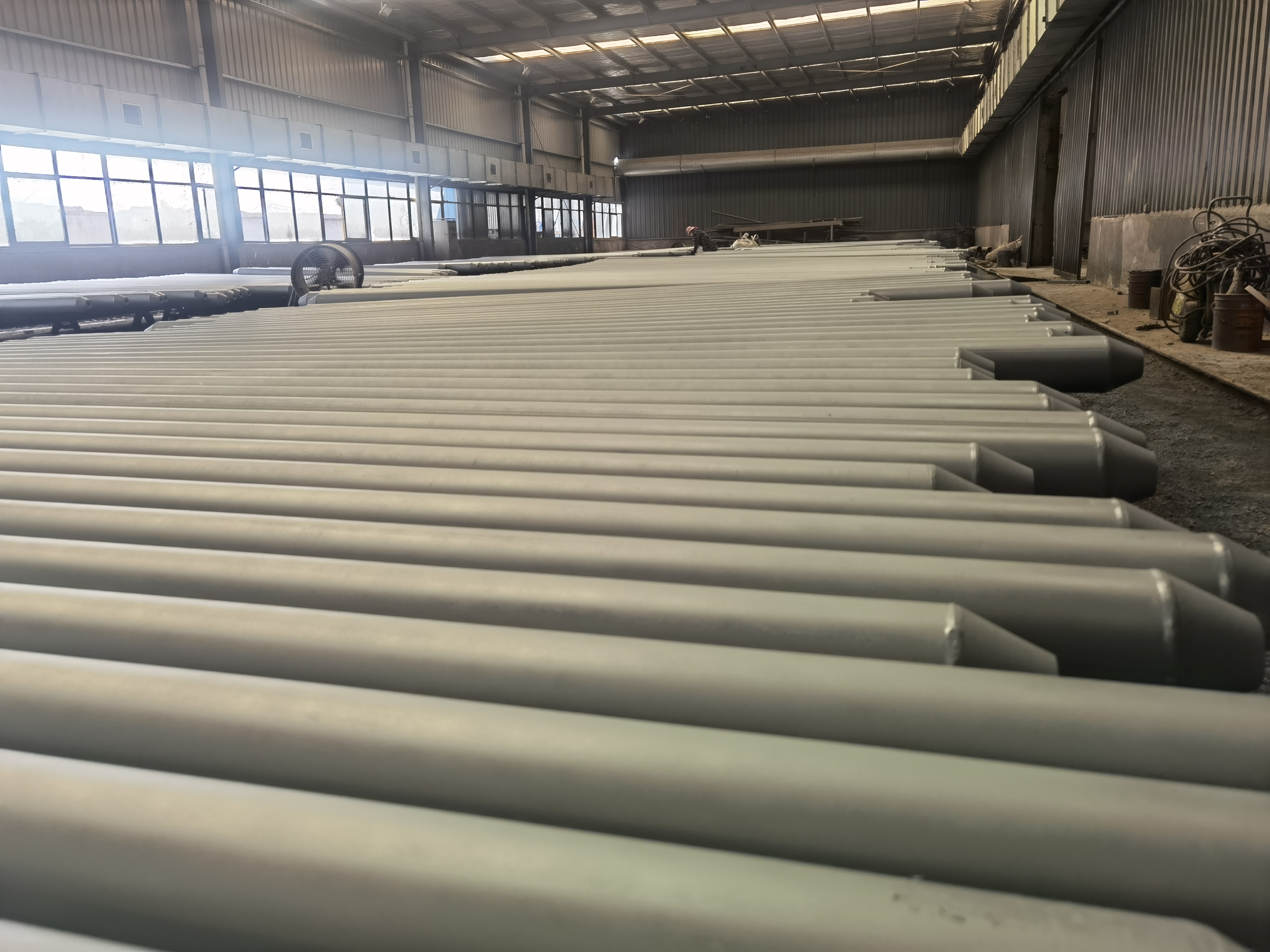
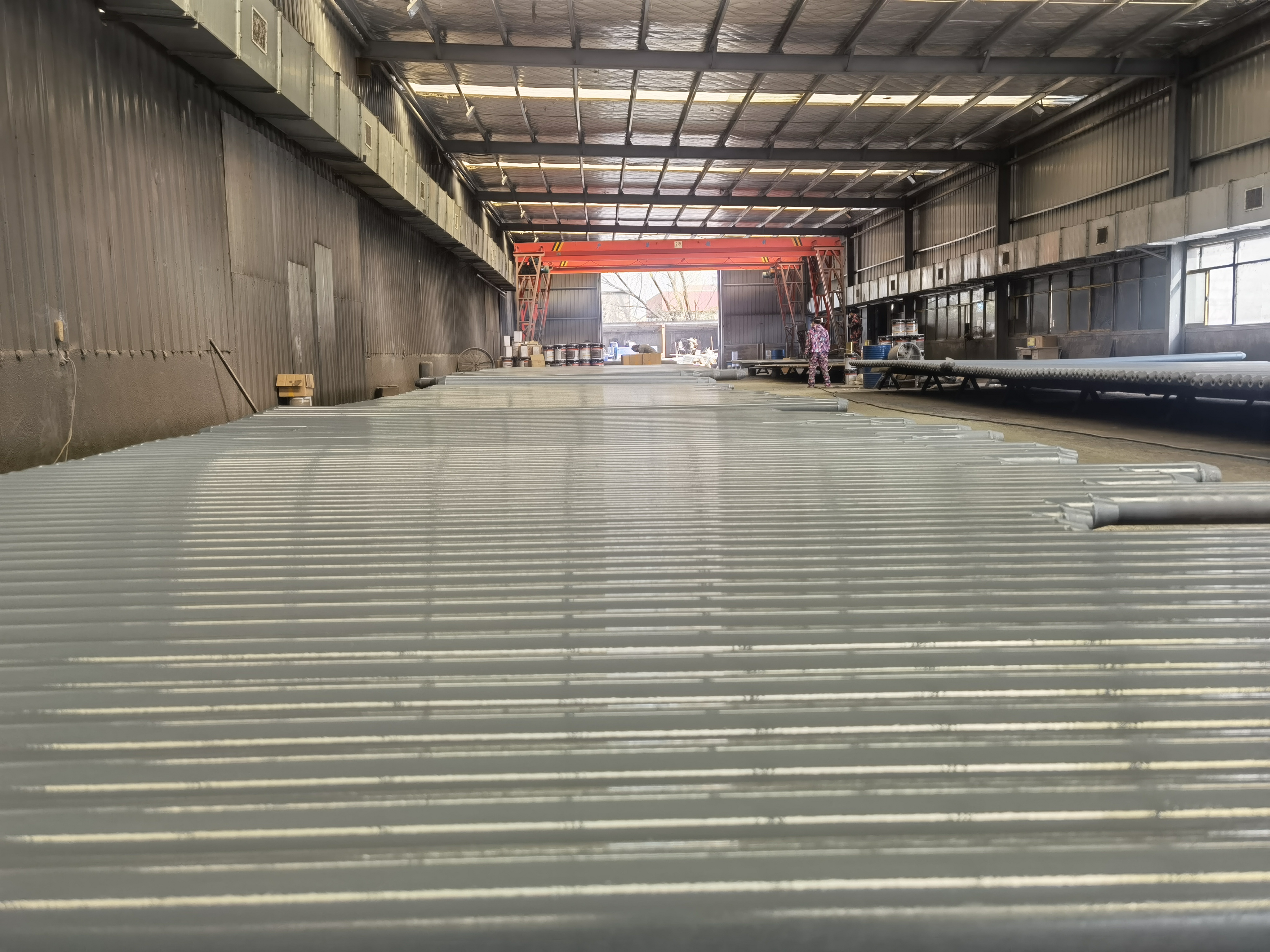
Gradd ffrwydro ergyd a rhwd;
(1) Saethu ysgafn a thynnu rhwd.Dylai'r arwyneb dur fod yn rhydd o saim neu faw gweladwy ac yn rhydd o raddfa ocsid cryf, haenau rhwd a phaent ac atodiadau eraill;
(2) Ffrwydro ergyd drylwyr a thynnu rhwd.Dylai'r arwyneb dur fod yn rhydd o saim neu faw gweladwy ac yn rhydd o raddfa ocsid cryf, haenau rhwd a phaent ac atodiadau eraill;
(3) Tanio ergyd drylwyr iawn a thynnu rhwd.Dylai'r wyneb dur fod yn rhydd o saim neu faw gweladwy, graddfa, atodiadau haearn fel haenau rhwd a phaent, dim ond staeniau bach ar ffurf dotiau neu stribedi ddylai fod unrhyw olion sy'n weddill;
(4) Saethu ffrwydro a thynnu rhwd i wneud yr wyneb dur yn lân.Dylai'r wyneb dur fod yn rhydd o saim neu faw gweladwy, croen ocsideiddio, haenau rhwd a phaent ac atodiadau eraill, gan ddangos llewyrch metelaidd unffurf;